

在新能源產業蓬勃發展的當下,電解液作為鋰離子電池的核心組成部分,如同 “血液” 般承擔著傳導鋰離子的關鍵使命,是實現電池高能量密度與低阻抗的重要保障。然而,電解液生產及應用過程中產生的大量溶劑揮發廢氣,不僅造成資源浪費,更給環境帶來巨大壓力。天得一深耕環保領域多年,憑借領先技術與創新理念,推出專業的電解液尾氣回收解決方案,助力企業攻克污染難題,邁向綠色發展之路。
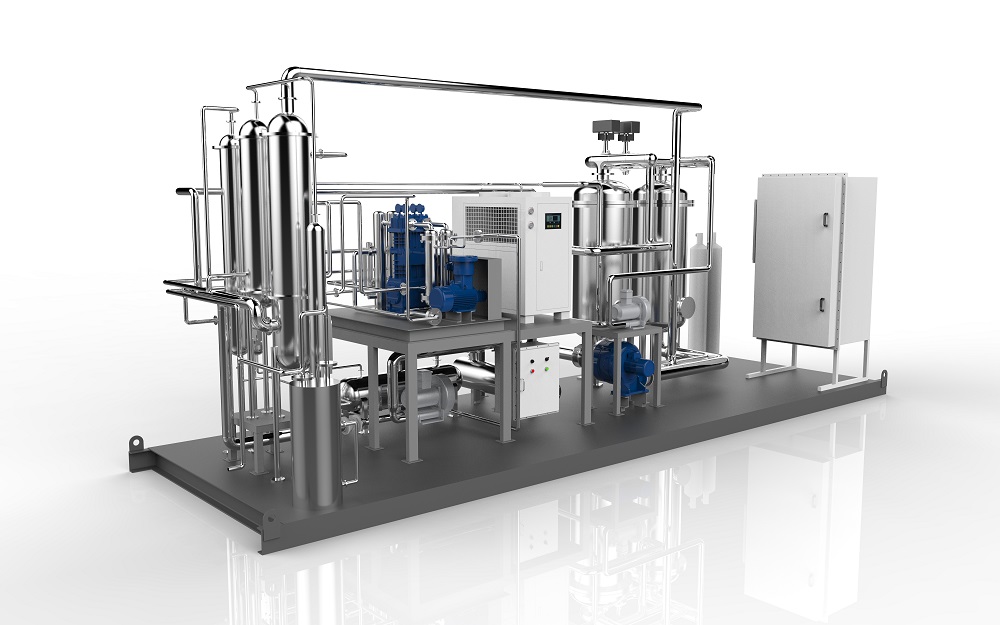
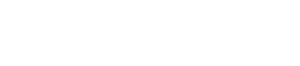
天得一電解液尾氣回收解決方案采用冷凝回收系統 + 深度凈化系統組合工藝,為電解液生產廠房量身定制。冷凝回收系統充分利用電解液廢氣成分的飽和蒸氣壓特性,通過高效冷凝器對廢氣中的電解液原料進行深度回收,實現資源循環再利用,同時借助熱交換技術降低能耗,提升能源利用效率。深度凈化系統則專注于處理冷凝回收后的剩余廢氣,先通過預處理模塊攔截粉塵,有效防止后端設備堵塞,保障系統穩定運行;再利用高性能吸附劑對廢氣進行吸脫附處理,最后通過蒸汽 / 氙氣脫附技術實現吸附材料的循環再生,確保廢氣經凈化后達到國家排放標準。脫附下來的電解液廢氣將再次進入冷凝回收系統,實現廢氣處理的閉環管理,最大限度提高資源回收率。
天得一電解液尾氣回收解決方案配備的核心設備,在性能與實用性上均表現卓越。冷凝回收系統采用的高效冷凝器,具備結構簡單、操作便捷、維護成本低等顯著優勢,能夠適應復雜的工業生產環境,長期穩定運行。低溫冷凝器與集中收集凈化系統緊密配合,通過預處理、吸附裝置等模塊化設計,對廢氣進行精細化深度凈化,不放過任何細微污染物。這些設備的協同運作,確保天得一電解液尾氣回收解決方案在電解液尾氣回收工作中高效、穩定。
天得一電解液尾氣回收解決方案帶來的環保效益十分顯著。通過對電解液尾氣的高效回收與處理,能夠大幅減少廢氣排放,降低對大氣環境的污染,守護綠水青山;同時,將廢氣中的有價值成分回收再利用,有效減少資源浪費,踐行循環經濟理念。此外,該方案的實施還能助力企業實現綠色生產目標,滿足國家日益嚴格的環保政策要求,提升企業社會形象與市場競爭力,推動企業可持續發展。
選擇天得一電解液尾氣回收解決方案,就是選擇專業、高效。天得一將持續以技術創新為驅動,為客戶提供更優質、更可靠的環保解決方案,共同為新能源產業的綠色未來貢獻力量。
